2022.06.05
유리 블로우 성형 – 전자식 유량 제어 밸브 솔루션
공유하다
자세한 세부 사항
요 약: 유리 블로우 성형 공정에서는 수동 블로우 및 기계 블로우의 불안정한 기압으로 인해 일관성이 떨어지고 완제품의 수율이 낮은 등의 문제가 항상 존재합니다. 이러한 문제를 해결하기 위해 이 기사에서는 전체 내용에 중점을 둡니다.-전자 유량 제어 밸브의 고유량 버전을 사용하여 송풍 공기 압력을 위한 자동 제어 솔루션을 사용하여 송풍 공기 압력을 설정된 곡선에 따라 빠르고 정확하게 제어할 수 있어 생산 효율성과 제품 수율을 크게 향상시킬 수 있습니다.
1. 질문
유리는 비정질 고체입니다. 유리 제품은 가공 중에 가열하여 연화시키고 블로우 성형해야 합니다. 그러나 현재의 유리 블로우 성형 공정에는 해결해야 할 다음과 같은 문제가 있습니다.
(1) 수동으로 입으로 불어 유리 제품의 내부에 공기를 불어넣는 현재의 유리 블로우 성형 공정에서는 대부분 사람이 파이프로 바람을 불어넣은 후 용융된 유리를 성형해야 한다. 이 방법은 생산자의 부담을 크게 가중시키고, 뇌의 산소부족으로 인해 쉽게 현기증을 일으키며, 동시에 작업효율도 저하시킨다. 이 공정으로 생산된 완제품은 일관성이 낮고 수율도 낮습니다. 동시에, 유리 제품의 생산 주기가 길어지고 이는 광범위한 홍보와 대중화에 도움이 되지 않습니다.
(2) 유리 블로우 성형 공정에서는 유리병이 블로우 성형 튜브에서 나온 후 유리병 바닥에 바람이 작용했기 때문입니다. 분사 압력이 균일하지 않아 성형 후 유리병 바닥의 두께가 달라집니다. 블로우 성형 과정에서 플라스틱 장치는 공기압이 불안정하고 자동 전압 안정화 기능이 없어 유리병의 품질 수준이 다릅니다.
기존 유리 제품의 유리 블로우 성형 공정을 분석해 보면 블로우 성형 공정 전체가 좁은 밀폐공간에서의 전형적인 기압 변화 공정임을 알 수 있다. 이러한 기압 변화 과정을 정밀하게 제어할 수 있고 기압 변화 과정을 항상 정확하게 반복할 수 있다면 유리 제품의 유리 블로우 성형 공정의 자동화 및 품질 신뢰성을 실현하고 수율을 크게 향상시키고 생산 주기를 단축할 수 있습니다.
2. 기술방안
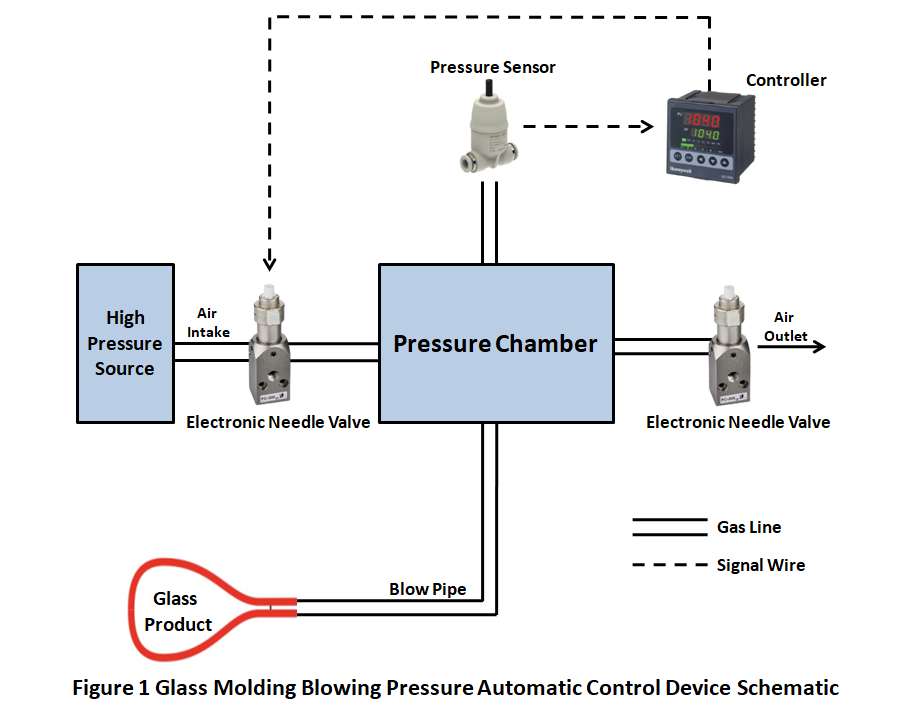
유리 성형 시 분사 압력 자동 제어의 기본 원리는 밀폐된 챔버의 공기 압력을 필요에 따라 신속하게 제어하고 이 공기 압력을 사용하여 수동 분사 중 압력 변화를 대체하는 것입니다. 전체 제어 방법의 shchem은 그림 1에 나와 있습니다.
자동 송풍 압력 제어 장치는 주로 챔버, 전자 유량 제어 밸브, 압력 센서, PID 컨트롤러 및 고압 공기 공급원을 포함합니다. 챔버 내 압력의 정밀한 제어는 압력에 따른 동적 제어 방식을 채택합니다..
힘센서의 측정값을 설정값과 비교하여 PID 제어기가 흡기유량과 배기유량을 동시에 조절하여 캐비티 내 압력이 빠르게 동적 균형에 도달하고 설정값에서 압력을 제어합니다. .
설정값은 시간이 지나도 변하지 않는 일정한 압력점이 될 수 있습니다. 또한 다양한 압력 요구 사항을 충족하기 위해 유리 성형 취입 공정의 요구 사항에 따라 설계된 시간에 따라 압력이 변하는 곡선일 수도 있습니다.
한마디로, 이 기술 솔루션을 통해 유리 성형의 분사 압력을 자동으로 정밀하게 제어할 수 있으며 제어 정확도와 반복성을 보장하여 제품 품질과 안정성을 보장할 수 있습니다.
전자 유량 제어 밸브에 대한 자세한 내용을 보려면 다음 사이트를 방문하십시오.
https://www.genndih.com/ko/proportional-flow-control-valve.htm