доля
БОЛЕЕ ДЕТАЛЬНО
1. Введение пропорционального регулятора давления.
Микролазерная лучевая сварка (LBW), также известная как микросварка, представляет собой сплавление разнородных металлов путем проецирования лазерного луча крошечного диаметра для создания микроскопического сварного шва. Недавно клиент сделал индивидуальный запрос на систему вакуумного контроля для точного регулирования давления в системе микролазерной сварки. Особые требования заключаются в том, что сварочная камера заполнена инертным газом, абсолютное давление в сварочной камере должно быть точным и постоянным в диапазоне вакуума от 10 Па до одной атмосферы (0,1 МПа). Колебания давления в любой контрольной точке составляют менее ±1%.
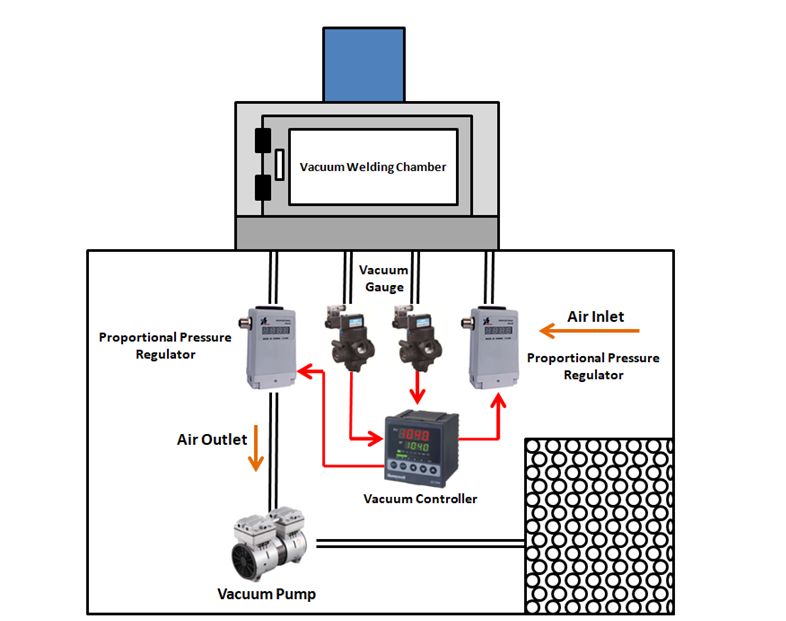
В данной статье будут предложены соответствующие решения вышеупомянутым техническим требованиям заказчиков по регулированию давления систем контроля вакуума при микролазерной сварке. Конкретный план внедрения заключается в оснащении вакуумметров с различными диапазонами, пропорциональными регуляторами давления KAOLU на входе, электрическими шаровыми кранами на выходе и двухканальными высокоточными ПИД-регуляторами, а также внедрение режимов управления на входе и выходе для различных диапазонов вакуума для достижения давления воздуха. регулирование в пределах всего диапазона постоянного регулирования. Это решение обеспечивает постоянный контроль вакуума в любой заданной точке во всем диапазоне шкалы с уровнем колебаний менее ±1%.
2. Решение пропорционального регулятора давления
Диапазон регулировки давления воздуха (абсолютное давление), необходимый для микролазерной сварки, составляет степень вакуума 10 Па ~ 0,1 МПа, поэтому скорость колебания степени вакуума в постоянном процессе полного диапазона может быть установлена произвольно и составляет менее ± 1%. и процесс сварки также необходим. Колебания давления воздуха, вызванные давлением воздуха, можно быстро регулировать и поддерживать на постоянном уровне, поэтому в этом решении используются два контура управления для покрытия всего диапазона.
Первый контур управления отвечает за контроль высокого давления воздуха в диапазоне 1–101 кПа, а в качестве датчика используется пленочный емкостной вакуумметр с диапазоном 1000 Торр. Вакуумметр подключен к первому каналу ПИД-регулятора. ПИД-регулятор настраивает пропорциональный регулятор давления, сравнивая полученный сигнал вакуума с заданным значением, так что давление воздуха в сварочной камере быстро достигает заданного значения и остается постоянным. Второй контур управления отвечает за контроль низкого давления в диапазоне 10 Па~1 кПа и в качестве датчика использует пленочный емкостной вакуумметр с диапазоном 10 Торр.
Вакуумметр подключен ко второму каналу ПИД-регулятора. ПИД-регулятор регулирует пропорциональный регулятор давления, сравнивая полученный сигнал вакуума с заданным значением, так что давление воздуха в сварочной камере быстро достигает заданного значения и остается постоянным.
Чтобы обеспечить точность и стабильность управления, это решение требует, чтобы пропорциональный регулятор давления имел скорость срабатывания в течение 1 секунды, а двухканальный ПИД-регулятор имел высокую точность 24-битного AD и 16-битного DA. Это решение успешно широко используется.
Если вы хотите получить дополнительную информацию оПропорциональный регулятор давления, пожалуйста, обратитесь к нашемувеб-сайт.
Микролазерная лучевая сварка (LBW), также известная как микросварка, представляет собой сплавление разнородных металлов путем проецирования лазерного луча крошечного диаметра для создания микроскопического сварного шва. Недавно клиент сделал индивидуальный запрос на систему вакуумного контроля для точного регулирования давления в системе микролазерной сварки. Особые требования заключаются в том, что сварочная камера заполнена инертным газом, абсолютное давление в сварочной камере должно быть точным и постоянным в диапазоне вакуума от 10 Па до одной атмосферы (0,1 МПа). Колебания давления в любой контрольной точке составляют менее ±1%.
В данной статье будут предложены соответствующие решения вышеупомянутым техническим требованиям заказчиков по регулированию давления систем контроля вакуума при микролазерной сварке. Конкретный план внедрения заключается в оснащении вакуумметров с различными диапазонами, пропорциональными регуляторами давления KAOLU на входе, электрическими шаровыми кранами на выходе и двухканальными высокоточными ПИД-регуляторами, а также внедрение режимов управления на входе и выходе для различных диапазонов вакуума для достижения давления воздуха. регулирование в пределах всего диапазона постоянного регулирования. Это решение обеспечивает постоянный контроль вакуума в любой заданной точке во всем диапазоне шкалы с уровнем колебаний менее ±1%.
2. Решение пропорционального регулятора давления
Диапазон регулировки давления воздуха (абсолютное давление), необходимый для микролазерной сварки, составляет степень вакуума 10 Па ~ 0,1 МПа, поэтому скорость колебания степени вакуума в постоянном процессе полного диапазона может быть установлена произвольно и составляет менее ± 1%. и процесс сварки также необходим. Колебания давления воздуха, вызванные давлением воздуха, можно быстро регулировать и поддерживать на постоянном уровне, поэтому в этом решении используются два контура управления для покрытия всего диапазона.
Первый контур управления отвечает за контроль высокого давления воздуха в диапазоне 1–101 кПа, а в качестве датчика используется пленочный емкостной вакуумметр с диапазоном 1000 Торр. Вакуумметр подключен к первому каналу ПИД-регулятора. ПИД-регулятор настраивает пропорциональный регулятор давления, сравнивая полученный сигнал вакуума с заданным значением, так что давление воздуха в сварочной камере быстро достигает заданного значения и остается постоянным. Второй контур управления отвечает за контроль низкого давления в диапазоне 10 Па~1 кПа и в качестве датчика использует пленочный емкостной вакуумметр с диапазоном 10 Торр.
Вакуумметр подключен ко второму каналу ПИД-регулятора. ПИД-регулятор регулирует пропорциональный регулятор давления, сравнивая полученный сигнал вакуума с заданным значением, так что давление воздуха в сварочной камере быстро достигает заданного значения и остается постоянным.
Чтобы обеспечить точность и стабильность управления, это решение требует, чтобы пропорциональный регулятор давления имел скорость срабатывания в течение 1 секунды, а двухканальный ПИД-регулятор имел высокую точность 24-битного AD и 16-битного DA. Это решение успешно широко используется.
Если вы хотите получить дополнительную информацию оПропорциональный регулятор давления, пожалуйста, обратитесь к нашемувеб-сайт.